
")
| Soil Conductivity Material | ||||
| Product ID | Product Name | Size | Weight | Content |
| LG-4L.40.45 | Liva Thermo Welding Powder | Tube/Box 040*32/110*220*70 | 45 gr | 20 pieces |
| LG-4L.40.65 | Liva Thermo Welding Powder | Tube/Box 040*38 /110*220*80 | 65 gr | 20 pieces |
| LG-4L.40.90 | Liva Thermo Welding Powder | Tube/Box 040*47 /110*220*10 | 90 gr | 20 pieces |
| LG-4L.40.115 | Liva Thermo Welding Powder | Tube/Box 040*58 /110*220*65 | 115 gr | 10 pieces |
| LG-4L.40.150 | Liva Thermo Welding Powder | Tube/Box 040*78/110*220*85 | 150 gr | 10 pieces |
| LG-4L.40.200 | Liva Thermo Welding Powder | Tube/Box 040*92/110*220*100 | 200 gr | 10 pieces |
| LG-4L.40.250 | Liva Thermo Welding Powder | Tube/Box 040*108/110*220*100 | 250 gr | 10 pieces |
| LG-4L.41.65 | Liva Thermo Welding Powder | Box 160*120*60 | 65 gr | 20 pieces |
| LG-4L.41.90 | Liva Thermo Welding Powder | Box 160*120*85 | 90 gr | 20 pieces |
| LG-4L.41.115 | Liva Thermo Welding Powder | Box 195*83*75 | 115 gr | 10 pieces |
The thermowelding method is an application that has been known for many years but has been used frequently in recent years.
With this application, conductors that need to be connected / added electrically can be easily added with the help of thermowelding powder, which is transformed into liquid form by heat reaction.
Liva Thermowelding application method is given in detail in the following sections. Since the joint takes place with high temperature, when the reaction is completed, the conductors to be joined are connected to each other at the molecular level. This ensures a continuous path between conductors.
With the Liva Thermowelding Method, conductors made of different metals as well as conductors with the same properties can be added without any problem.
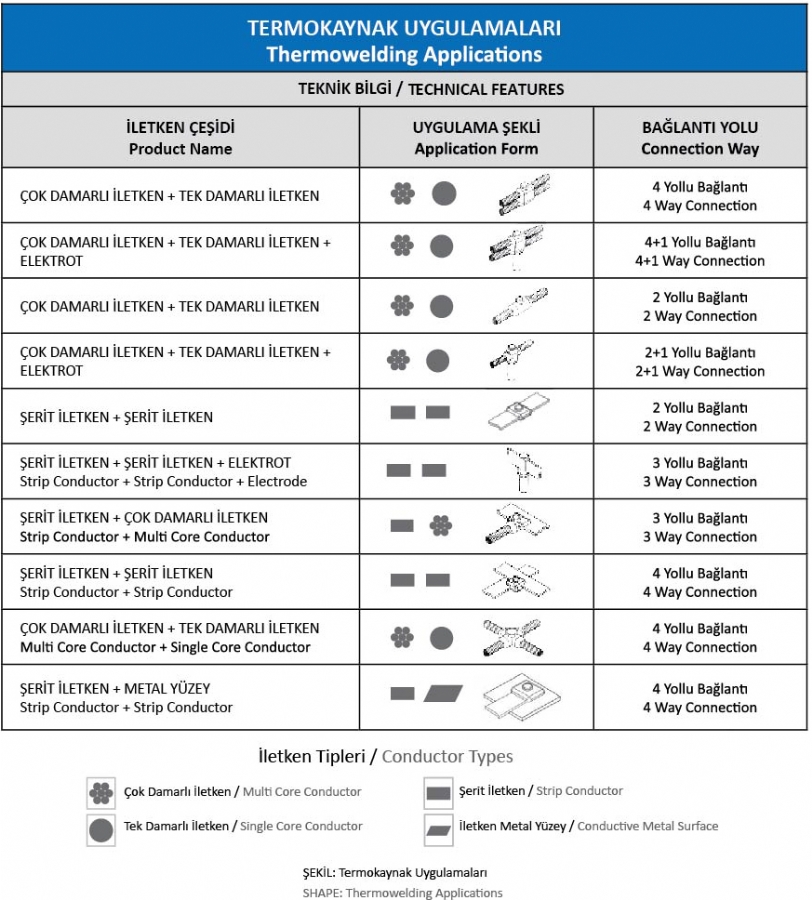
Thermowelding application can be used for splicing / joining different conductors and different conductive surfaces. Some application forms used in this context are given.
Detailed material list, product codes and other information according to the requested thermowelding attachment shape are given in the “Order Lists / Thermowelding Materials” section.
Thermowelding Comparing of Connections Types:
Thermowelding inserts occur at high temperatures, as mentioned above, and the material to be added is molecularly bonded with the material formed by the source powder and becomes liquid with heat. Therefore, it is more durable and healthier than other supplements.
In the graphics below, a comparison of thermowelding joint with other attachments has been made. When the data are examined, it is clearly seen that the Thermowelding supplement is more efficient than the other attachments.
Mechanical Connection (250°C)
I= 211.600 (4/0 İletken) =25.000 Amps.
11.54 √0.5
Formula 1: Current Permeability Calculation for Mechanical Connection
Soldered Connection (450°C)
I= 211.600 (4/0 İletken) =31.000 Amps.
9.12 √0.5
Formula 2: Current Permeability Calculation for Soldered Connection
Thermowelding Connection (1083°C)
I= 211.600 (4/0 İletken) =43.000 Amps.
9.12 √0.5
Formula 3: Current Permeability Calculation for Thermowelding Connection
It is shown in calculations that, the melting currents depend on heat limits in a Half-second short circuit for a 4/0-conductor (211.600 Circular Miles).
Squeezing and expansion of the diameter of a cable are required at solder-type joints for showing resistance against 43.000 ampere-short circuit-current of a conductor.
But, in the connections made using the thermowelding joint material, the heat resistance of the conductor and the joint are similar. In other words, the current passing through the conductor can pass smoothly from the attachment. This allows the same current to be carried with thinner cable than other connections.
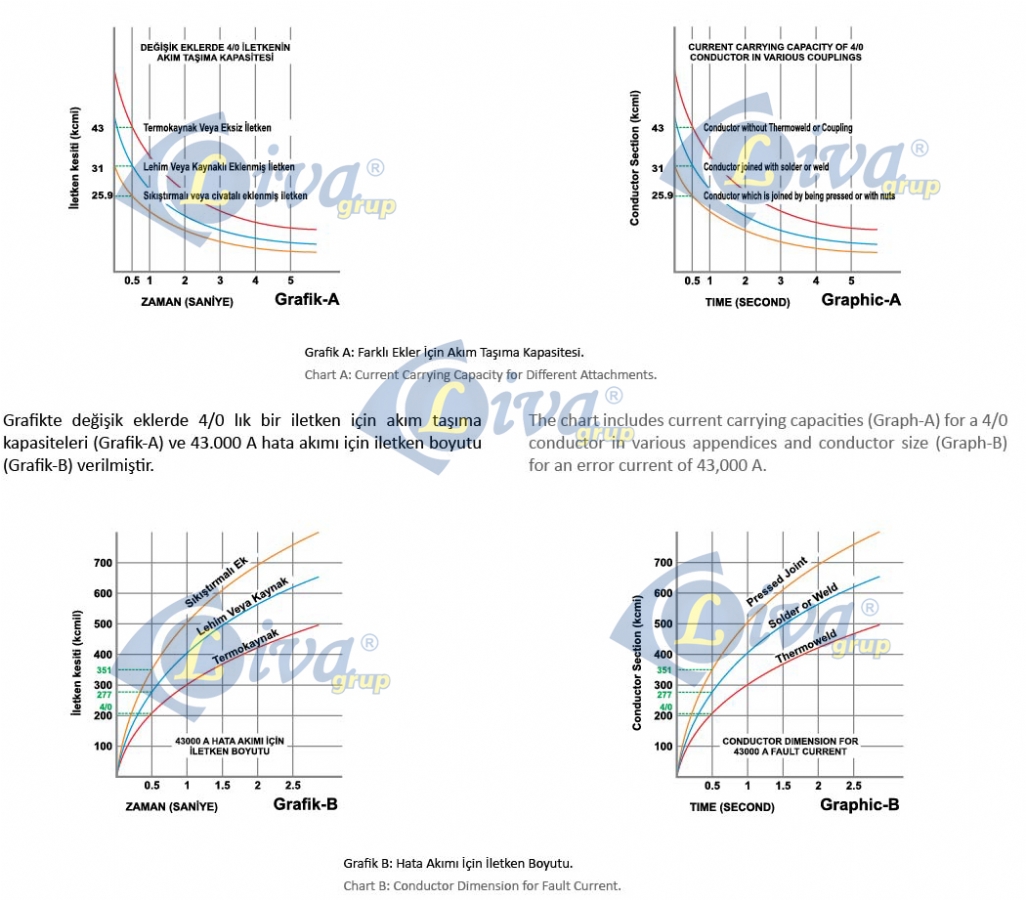
The chart includes current carrying capacities (Graph-A) for a 4/0 conductor in various appendices and conductor size (Graph-B) for an error current of 43,000 A.
According to this, the importance of melting limits in different types of supplements can be seen from the tables.
Thermowelding Formation;
Thermowelding is formed when a mixture of copper and copper alloy metals and auxiliary elements react with heat by igniting in a carbon crucible.
During the reaction phase, a high temperature occurs in the crucible. With this high temperature, molten copper / copper alloys (and other elements) form a fluid liquid.
This liquid with high heat value is directed to the area / space where the conductors to be added are located with the help of crucible channels.
Conductors are connected with this liquid at the molecular level. While the joint is formed, there is no gap left between the conductors to be joined. In this way, the joint point is not contacted with air. Conductors are also perfectly connected.
Equipment Used for Thermowelding;
Some hand tools and thermowelding materials are needed for thermowelding attachment.
These are;
Thermowelding is one of the easiest ways to create high quality electrical splices without the need for an external heat source. Information on the construction of the thermowelding joint is given below.
Since the thermowelding system is reacted with high temperature, the reaction must be initiated by external firing to form the crop.
Firing from the outside is provided by two different methods. These are;
A. Ignition method using a Mechanical Ignition Lighter,
B. It is the ignition method applied using the Electronic Ignition System.
Advantages of Thermowelding Attachment;
Since thermowelding is made using additional copper, copper alloys and other conductive elements, it connects the conductors with each other molecularly. Therefore;
• Unlike the mechanical connection, there is no voltage drop at the welding point.
• Current carrying capacity is at least as much as the conductor being welded.
• It is not affected by humidity as it wraps the conductors as a liquid at high temperatures. Therefore;
• No loosening over time seen in mechanical connections,
• It is much more resistant to oxidation and no corrosion appears on the attachment.
• No external heat source is required to join conductors.
• Splices can be made simply and where the conductors are located.
• The insertion time is very short and can be used as a supplement within a few minutes.
• The hand tools used for joining are small in size and do not require much hardware.
• With this method, an uninterrupted and solid transmission path is created in the conductors.
WARNING!!!
While working, the principle of “SAFETY FIRST” must be acted upon and the safety equipment of the personnel who will work must be complete.
Unauthorized persons should not enter the work area in order to prevent work accidents.
The thermowelding attachment is a high temperature attachment. During the addition phase, there must not / should not be any other element and / or liquid inside the crucible. This situation can be very dangerous due to the sudden temperature changes that will occur during the addition phase.
It is recommended not to make additional in rainy weather or wet environments to avoid similar events.
The ladle should be heated with an additional hand tool in order to prevent the crucible from being affected by sudden temperature changes in very cold weather. This ensures that the crop is not only problem-free and the crucible is used longer.
While planning the supply of thermowelding materials;
The crucible must be chosen very well.
Thermowelding powder should be used in the appropriate amount and should be in a suitable chemical mixture.
Since ignition powder is a flammable and combustible material, the personnel who will use the igniter should wear heat resistant gloves and glasses.
During the process, materials that you trust should be preferred.
All materials produced by Liva Group are controlled by field tests.





